



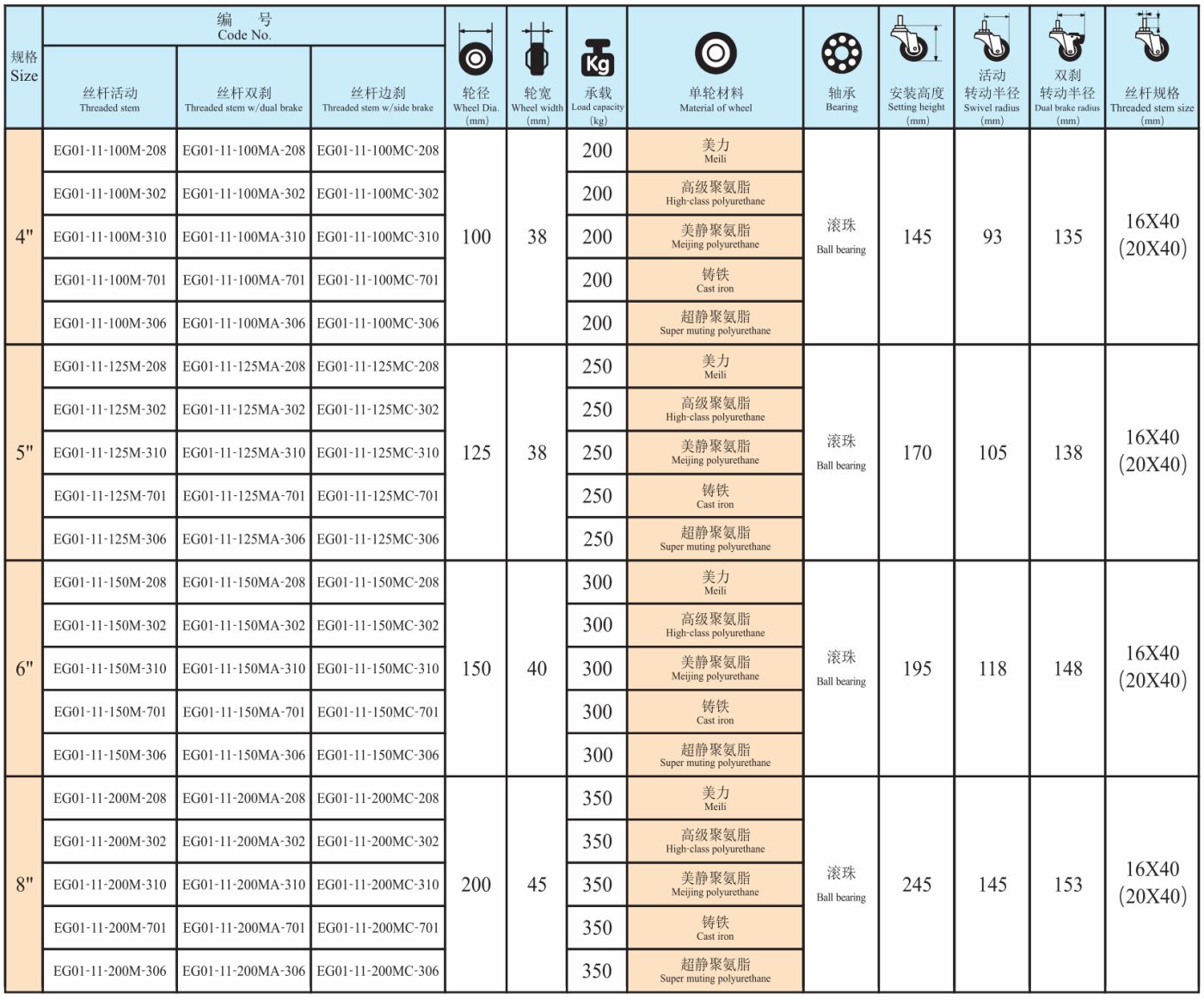
Ŝraŭbigita Tigo Fortikaj PU/Nilono/Gisfero Ĉaro-Radoj - EG1-SERIO

1. Altkvalitaj materialoj aĉetitaj kun strikta kvalito-kontrolo.
2. Ĉiu produkto estas strikte kontrolita antaŭ pakado.
3. Ni estas profesia fabrikanto dum pli ol 25 jaroj.
4. Provmendo aŭ miksitaj mendoj estas akceptitaj.
5. OEM-mendoj estas bonvenaj.
6. Rapida liverado.
7) Ĉia ajn tipo de rulpremiloj kaj radoj povas esti personecigitaj.

Ni adoptis altnivelan teknologion, ekipaĵon kaj altkvalitajn materialojn por certigi la flekseblecon, komforton kaj daŭripovon de niaj produktoj. En diversaj cirkonstancoj, niaj produktoj havas eluziĝon, koliziojn, kemian korodon, malaltan/altan temperaturreziston, senrelan, plankoprotektan kaj malbruajn ecojn.

Testado

Laborrenkontiĝo
La nilonaj muldraĵoj produktitaj de Globe Caster havas la karakterizaĵojn de malpeza pezo, alta forto, bona dureco, malalta rampado, eluziĝrezisto kaj kemia stabileco. En la aplikaĵgvidilo, ni aŭdos, ke iu boligas nilonajn muldraĵojn en bolanta akvo. Kial? Globe Caster estas ĉi tie por rakonti al vi pri tio.
Ĉe industriaj nilonaj mulditaj rolantoj, ĝi rekte rilatas al la humidenhavo de la materialo kaj la forto de la materialo. La nove injektitaj nilonaj industriaj mulditaj rolantoj estas ĝenerale sekigitaj kaj la humidenhavo estas baze sub 0.03%. La frapforto de la seka materialo estos tre malbona tiam, kaj la funkciado estas relative fragila. En certa humideca medio, la materialo absorbos humidon nature, kaj la frapforto daŭre pliiĝos dum la humidenhavo pliiĝas.
Tamen, industria produktado ĝenerale ne lasas la produkton dum tri monatoj antaŭ sendo, kaj la natura humidsorbado estos malstabila. Ekzemple, kun alta humideco printempe kaj somere, kaj malalta humideco aŭtune kaj vintre, la natura humidsorba efiko estas sendube malsama. Tial, meti la produkton en bolantan akvon dum certa tempodaŭro estas lasi la materialon stabile absorbi humidon en mallonga tempodaŭro.
Industriaj mulditaj plastoj el nilono havas bonan higroskopecon, kaj ĝi bezonas esti sekigita antaŭ prilaborado. Ĝenerale, la sekigtemperaturo estas 90-110 gradoj, kaj ĝi estas sekigita dum 4-6 horoj. Wanda memorigas ĉiujn ĉi tie, ke por atingi bonan durecon post prilaborado kaj pli bonan rendimenton de nilono, la mulditaj plastoj devas esti mergitaj en akvo dum pli ol 24 horoj aŭ boligitaj dum pli ol 3 horoj.
Produktaj kategorioj
-

3-5-cola Meza Malpeza PU/TPR Supra Plato Ŝvebiĝanta...
-

75mm, 100mm, 125mm Pivoteblaj PU-Rulradoj...
-

Riglila truo Pivotbremso PU/TPR Industriaj Rulradoj...
-

Supra Plato PU/TPR Industriaj Radoj PU Radoj Kun...
-

Pinta Plato-Fabrikisto Meza Devo Industria T...
-

Surfadenigita Tigo PU/TPR Aparataraj Akcesoraĵoj Caste...
-

Fortika PU/Nilono/Varmorezista Industria C...
-

Nilona/PU-rado Fiksa/pivotebla rulpremilo kun...
-

Fiksaj/Pivoteblaj PU/TPR-Truelaj Rulradoj Kun/...
-

Ŝraŭbigita Tigo Trolley PU/TPR Rulrado Fiksa/Turnebla...
-

Riglila Truo Industria Kastoro PU/TPR Materialo Tro...
-

Mezpeza PU/TPR Materiala Ruldo Ŝraŭbigita ...
-

Ŝraŭbitaj Tigaj Tipoj PU/TPR Troleaj Tigaj Rulradoj ...
-

Neoksidebla ŝtala riglilo-truo nilona/PU-rulrado...
-

Surfadenigita Tigo Fortika PU/Nilono/Gisfera Tro...






