


OEM Caster Polyurethane Material Industria PU Castor Ĉinaj Fabrikistoj

1. Altkvalitaj materialoj aĉetitaj kun strikte kvalito-kontrolo.
2. Ĉiu produkto kontrolita strikte antaŭ pakado.
3. Ni estas profesia fabrikanto dum pli ol 25 jaroj.
4. Prova ordo aŭ miksitaj mendoj estas akceptitaj.
5. OEM-mendoj estas bonvenaj.
6. Prompta livero.
7) Ajna speco de ruliloj kaj radoj povas esti personecigitaj.

Ni adoptis altnivelan teknologion, ekipaĵon kaj altkvalitajn materialojn por certigi la flekseblecon, komforton kaj fortikecon de niaj produktoj.En malsamaj cirkonstancoj, niaj produktoj havas eluziĝon, kolizion, kemian korodon, malaltan/altan temperaturreziston, senvojan, plankan protekton kaj malaltajn bruajn funkciojn.

Testado

Laborrenkontiĝo
La nilonaj ruliloj produktitaj de Globe Caster havas la karakterizaĵojn de malpeza pezo, alta forto, bona fortikeco, malalta fluado, eluziĝorezisto kaj kemia stabileco.En la aplika gvido, ni aŭdos, ke iu bolos nilonajn rulojn en bolanta akvo.kial?Globe Caster estas ĉi tie por rakonti vin pri ĝi.
En nilonaj industriaj ruliloj, ĝi rekte rilatas al la humida enhavo de la materialo kaj la forto de la materialo.La lastatempe injektaj nilonaj industriaj ruliloj estas ĝenerale sekigitaj kaj la humideca enhavo estas esence sub 0,03%.La efikforto de la seka materialo estos tre malbona ĉi-momente, kaj la agado estas relative fragila.En certa humida medio, la materialo sorbos humidon nature, kaj la efiko-forto daŭre pliiĝos kiam la humida enhavo pliiĝas.
Tamen, industria produktado ĝenerale ne forlasas la produkton dum tri monatoj antaŭ ekspedado, kaj la natura humida sorbado estos malstabila.Ekzemple, kun alta humideco en printempo kaj somero, kaj malalta humideco en aŭtuno kaj vintro, la natura humideca sorba efiko estas certe malsama.Sekve, meti la produkton en bolantan akvon dum certa tempo estas lasi la materialon stabile sorbi humidon en mallonga tempodaŭro.
Nilona industria rulplasto havas bonan higroskopecon, kaj ĝi devas esti sekigita antaŭ prilaborado.Ĝenerale, la sekiga temperaturo estas 90-110 gradoj, kaj ĝi estas sekigita dum 4-6 horoj.Wanda memorigas ĉiujn ĉi tie, ke por akiri bonan fortikecon post prilaborado kaj atingi la pli bonan rendimenton de nilono, ruliloj devas esti mergitaj en akvo dum pli ol 24 horoj aŭ boligitaj dum pli ol 3 horoj.
Kategorioj de produktoj
-

Rodilo 3- 5 coloj Meza Malpeza Devo PU Supra Telero ...
-

Rodilo 75mm, 100mm, 125mm Swivel PU Troleo Cas...
-

Riglila truo Swivel/Swivel Bremso Plata PU Industria...
-

Caster Ĉinio Fabrikoj Industria Troleo OEM P...
-

Caster Manufacturer Meza Devo Industria Trol...
-

Caster OEM Ĉina Fabrikisto Industria Troleo ...
-

Rodila Rado Kun Zinkkovrita Krampo Ruĝa PU M...
-

Ĉinio Fiksa Malmultekosta Troleo Caster Fabriko PU Whe...
-

Ĉina PU Troleo Pogranda Caster Wheel Fabrikaĵo...
-

Rabata Troleo PU Caster Ĉinio Eksportantoj Thr...
-

Industria Ricino PU Materialo Bolt Truo Troleo...
-

Meza Devo Chrome Plating Plata PU Troleo Cast...
-

Meza Devo PU Materialo Rodilo Fadenigita tigo Wi...
-

Meza Malpeza Devo Zinka Tegaĵo Plata PU Troleo ...
-

OEM Caster Ĉina Fabrikisto Neoksidebla Ŝtalo B...
-

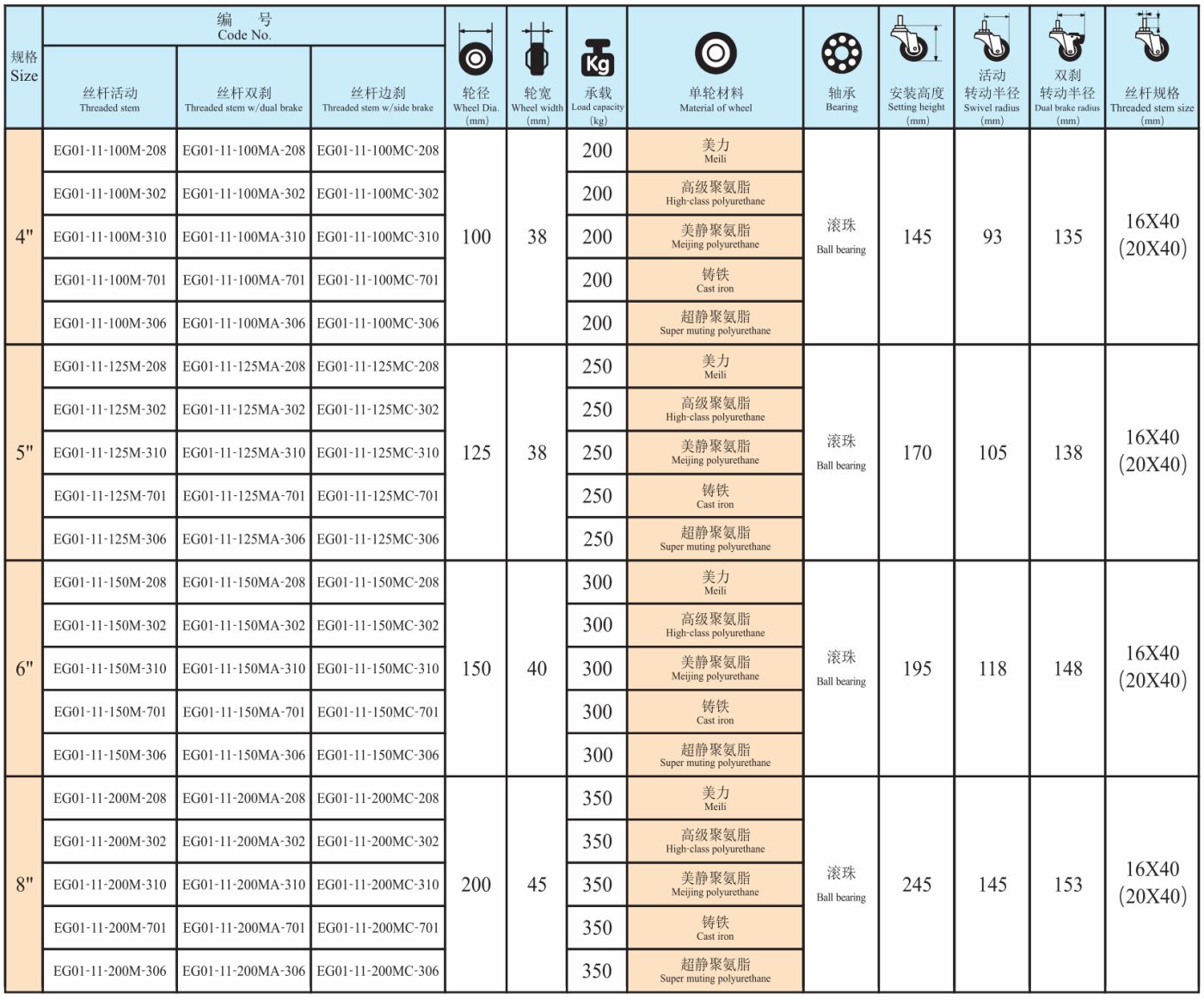
OEM Caster Poliuretana Materialo Industria PU ...






















