


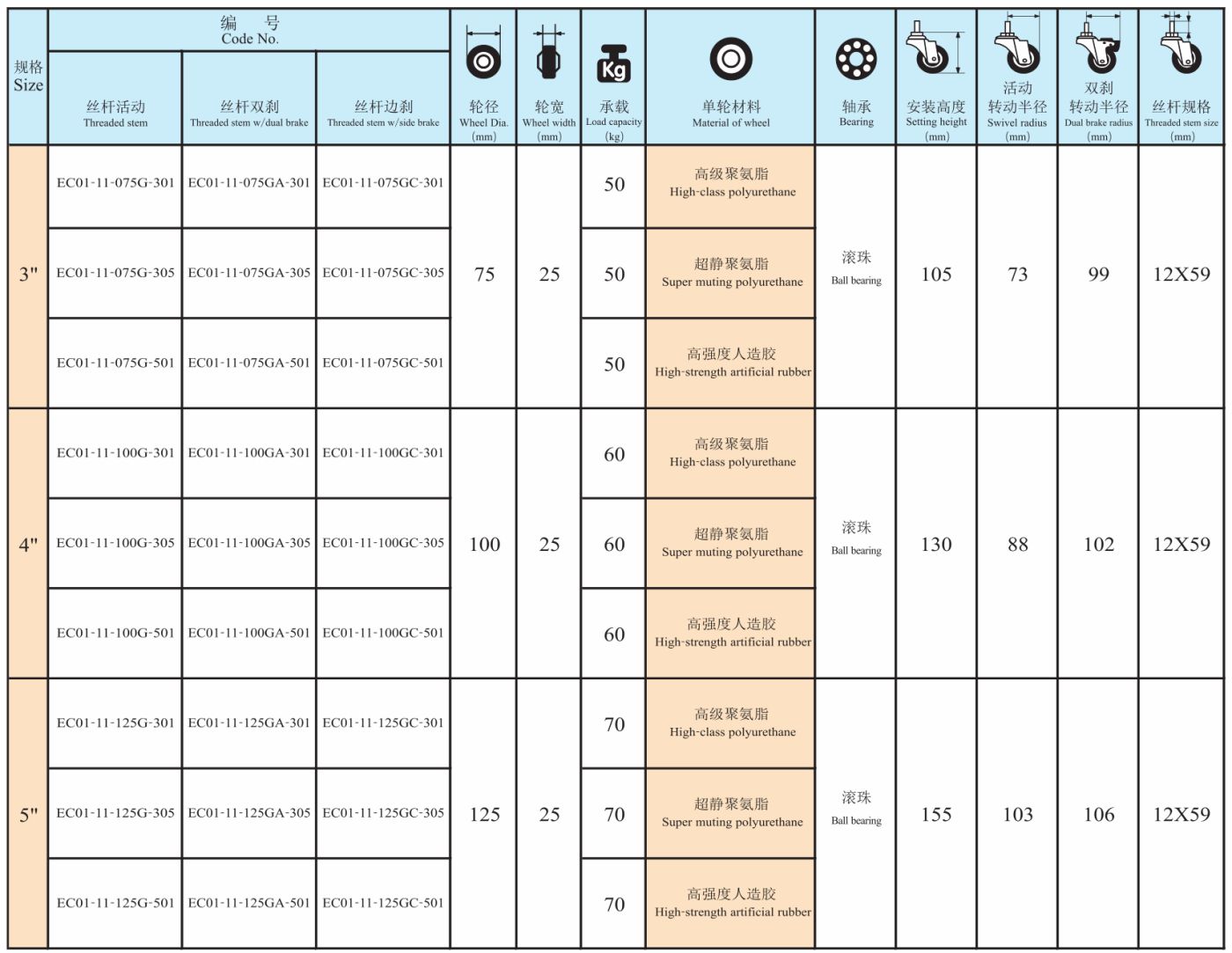
Tigo Swivel kun Duobla Bremso PU Rodilo Kun Vastiĝanta Adaptilo

Altklasa PU-rodilo

Super muting PU-rodilo

Altforta artefarita kaŭĉuka rulilo
1. Altkvalitaj materialoj aĉetitaj kun strikte kvalito-kontrolo.
2. Ĉiu produkto kontrolita strikte antaŭ pakado.
3. Ni estas profesia fabrikanto dum pli ol 25 jaroj.
4. Prova ordo aŭ miksitaj mendoj estas akceptitaj.
5. OEM-mendoj estas bonvenaj.
6. Prompta livero.
7) Ajna speco de ruliloj kaj radoj povas esti personecigitaj.

Ni adoptis altnivelan teknologion, ekipaĵon kaj altkvalitajn materialojn por certigi la flekseblecon, komforton kaj fortikecon de niaj produktoj.En malsamaj cirkonstancoj, niaj produktoj havas eluziĝon, kolizion, kemian korodon, malaltan/altan temperaturreziston, senvojan, plankan protekton kaj malaltajn bruajn funkciojn.

Testado

Laborrenkontiĝo
1, intenseco
1) Forto-testado aŭ specimena inspektado devas esti farita laŭ desegnaj desegnaĵoj kaj prilaboraj postuloj.La malmoleca testilo devas esti reviziita kun la norma bloko, kaj la testa intenseco povas esti farita post konfirmo.La varmotraktitaj partoj estas testitaj per Rockwell-malmoleca testilo.
2) Antaŭ ol provi la forton, la surfaco de la partoj devas esti purigita kaj ordigita, oksida skalo, karburita tavolo kaj burroj devas esti forigitaj, kaj ne estu elstaraj maŝinaj markoj sur la surfaco.La temperaturo de la testitaj partoj baziĝas sur la endoma temperaturo, aŭ iomete pli alta ol la endoma temperaturo.La temperaturo estas limigita al ĉiuj devas povi ĝuste kapti ĝin.
3) La fortaj inspektaj komponantoj devas esti klarigitaj laŭ la procezaj dokumentoj aŭ de la inspektado kaj prilaborado.La inspekta forto de la varmotraktada pozicio estas ne malpli ol 1 poento, kaj ĉiu punkto ne estas malpli ol 3 poentoj.La malebeneco de la ĝenerala fortvaloro devus esti malpli ol aŭ egala al HRC5-gradoj.
2, deformado
1) Metalaj foliaj partoj estas metitaj sur la testan servoplatformon per mikrometro por detekti ilian malebenecon.
2) Por ŝaftaj partoj, uzu pintajn aŭ V-formajn blokojn por subteni ambaŭ flankojn de la punkto.Uzu internan diametro-ciferindikilon por mezuri la aksan vibradon.Bonaj ŝaftaj partoj povas esti kontrolitaj en la retejo per mikrometro.
3) Por rondaj partoj, uzu internan diametrajn mezurilojn, mikrometrojn, fadenŝtopajn mezurilojn, internan diametron ciferajn mezurilojn, fadenŝtopajn mezurilojn, ringajn mezurilojn, ktp. por inspekti la internan truon, internan fadenon, eksteran fadenon kaj aliajn specifojn de la partoj.
4) Specialaj testaj iloj por ne-normaj eksteraj fadenoj testendaj kaj unikaj partoj.
3. Aspekto: Uzu viajn okulojn por observi ĉu estas fendoj, brulvundoj, frapoj, nigraj makuloj, rusto ktp sur la surfaco.Por ŝlosilaj partoj aŭ partoj inklinaj al fendoj, uzu benzinan eksplodon kaj aliajn metodojn por kontroli.
4. Karakterizaĵoj: testado per testado de ekipaĵo.
Kategorioj de produktoj
-

Rodilo 75mm, 100mm, 125mm Swivel PU Troleo Cas...
-

Rodilo Solida tigo tipo W/Duobla Bremsaj PU Radoj (Z...
-

Ĉina PU Troleo Pogranda Caster Wheel Fabrikaĵo...
-

Ĉinio OEM Castor Fabrikoj Hotelo Soft TPR Stem ...
-

Agordita Industria Zinktega Rondo Kun ...
-

Fat Caster Ĉinaj Provizantoj Granda Plato Swivel Nyl...
-

Ekstra Heavy Duty Supra plato tipo-Swivel/Rigida/Br...
-

Industria Rondilo Nigra PP Rado Ĉina Fabriko...
-

Troleo per Provizantoj de Industriaj Rodiloj Nigra PP St...
-

Industria Caster Direction seruro-ŝoka rezisto...
-

Industria Ŝokrezisto Swivel TPR/Endurant...
-

Malpeza Devo 3 Cola Nigra PU-Swivel Castor kun S...
-

OEM Caster Industria Ekipaĵo Chrome Plating ...
-

OEM Caster Ĉina Fabrikisto Neoksidebla Ŝtalo B...
-

Pneŭmatika Rodilo Supra plato Swivel/Rigida tipo Ru...
-

OEM Butikumada Troleo PU Caster Ĉinaj Fabrikoj ...






















